
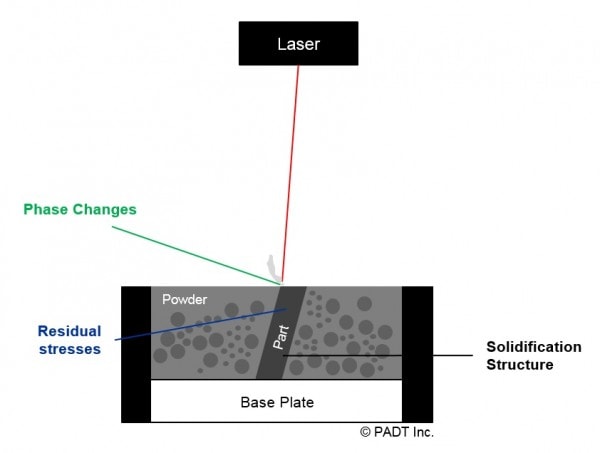
Metal 3D printing involves a combination of complex interacting phenomena at a range of length and time scales. In this blog post, I discuss three of these that lie at the core of the laser fusion of metals: phase changes, residual stresses and solidification structure (see Figure 1). I describe each phenomenon briefly and then why understanding it matters. In future posts I will dive deeper into each one of these areas and review what work is being done to advance our understanding of them.

Phase Changes

Phase changes describe the transition from one phase to another, as shown in Figure 2. All phases are present in the process of laser fusion of metals. Metal in powder form (solid) is heated by means of a laser beam with spot sizes on the order of tens of microns. The powder then melts to form a melt pool (liquid) and then solidifies to form a portion of a layer of the final part (solid). During this process, there is visible gas and smoke, some of which ionizes to plasma.
The transition from powder to melt pool to solid part, as shown in Figure 3, is the essence of this process and understanding this is of vital importance. For example, if the laser fluence is too high, defects such as balling or discontinuous welds are possible and for low laser fluence, a full melt may not be obtained and thus lead to voids. Selecting the right laser, material and build parameters is thus essential to optimize the size and depth of the liquid melt pool, which in turn governs the density and structure of the final part. Finally, and this is more true of high power lasers, excessive gas and plasma generation can interfere with the incident laser fluence to reduce its effectiveness.

Residual Stresses
Residual stresses are stresses that exist in a structure after it reaches equilibrium with its environment. In the laser metal fusion process, residual stresses arise due to two related mechanisms [Mercelis & Kruth, 2006]:
- Thermal Gradient: A steep temperature gradient develops during laser heating, with higher temperatures on the surface driving expansion against the cooler underlying layers and thereby introducing thermal stresses that could lead to plastic deformation.
- Volume Shrinkage: Shrinkage in volume in the laser metal fusion process occurs due to several reasons: shrinkage from a powder to a liquid, shrinkage as the liquid itself cools, shrinkage during phase transition from liquid to solid and final shrinkage as the solid itself cools. These shrinkage events occur to a greater extent at the top layer, and reduce as one goes to lower layers.

After cooling, these two mechanisms together have the effect of creating compressive stresses on the top layers of the part, and tensile stresses on the bottom layers as shown in Figure 4. Since parts are held down by supports, these stresses could have the effect of peeling off supports from the build plate, or breaking off the supports from the part itself as shown in Figure 4. Thus, managing residual stresses is essential to ensuring a built part stays secured on the base plate and also for minimizing the amount of supports needed. A range of strategies are employed to mitigate residual stresses including laser rastering strategies, heated build plates and post-process thermal stress-relieving.
Solidification Structure
Solidification structure refers to the material structure of the resulting part that arises due to the solidification of the metal from a molten state, as is accomplished in the laser fusion of metals. It is well known that the structure of a metal alloy strongly influences its properties and further, that solidification process history has a strong influence on this structure, as does any post processing such as a thermal exposure. The wide range of materials and processing equipment in the laser metal fusion process makes it challenging to develop a cohesive theory on the nature of structure for these metals, but one approach is to study this on four length scales as shown in Figure 5. As an example, I have summarized the current understanding of each of these structures specifically for Ti-6Al-4V, which is one of the more popular alloys used in metal additive manufacturing. Of greatest interest are the macro-, meso- and microstructure, all of which influence mechanical properties of the final part. Understanding the nature of this structure, and correlating it to measured properties is a key step in certifying these materials and structures for end-use application.

Discussion
Phase changes, residual stresses and solidification structure are three areas where an understanding of the fundamentals is crucial to solve problems and explore new opportunities that can accelerate the adoption of metal additive manufacturing. Over the past decade, most of this work has been, and continues to be, experimental in nature. However, in the last few years, progress has been made in deriving this understanding through simulation, but significant challenges remain, making this an exciting area of research in additive manufacturing to watch in the coming years.
References
- Mercelis, P., & Kruth, J. (2006). Residual stresses in selective laser sintering and selective laser melting. Rapid Prototyping Journal, 12(5), 254-265.
- Simonelli, M., Tse, Y.Y., Tuck, C., (2012) Further Understanding of Ti-6Al-4V selective laser melting using texture analysis, SFF Symposium
- King, W. E. and Anderson, A. T. and Ferencz, R. M. and Hodge, N. E. and Kamath, C. and Khairallah, S. A. and Rubenchik, A. M., (2015) Laser powder bed fusion additive manufacturing of metals; physics, computational, and materials challenges, Applied Physics Reviews, 2, 041304


















