
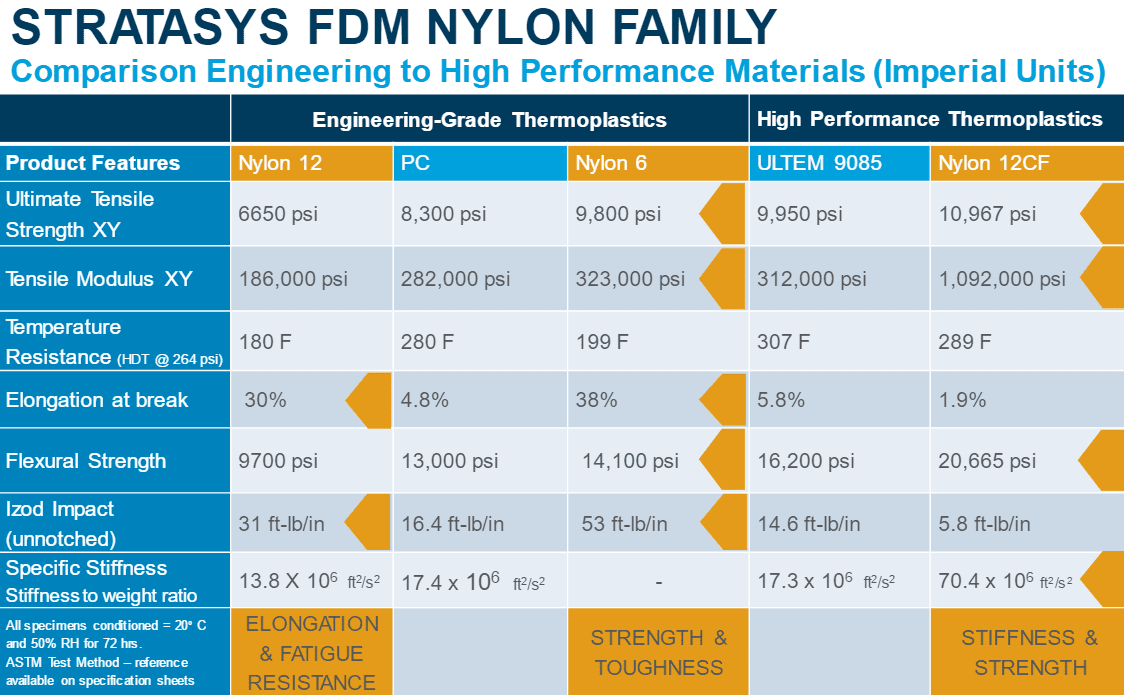
One of the newest materials available for the Stratasys Fortus 450 users (other machines could have this capability at a later date) is the Nylon 12CF. Nylon 12CF is a Carbon Fiber filled Nylon 12 filament thermoplastic. The carbon fiber is chopped fibers that are 150 microns long. This is Stratasys’ highest strength and stiffness to weight ratio for any of their materials to date as shown below. 
Often times, when Stratasys is getting close to releasing a new material, they will allow certain users to be a beta test site. One beta user was Ashley Guy who is the owner of Utah Trikes, which is located in Payson, Utah. He is having so much success with this material that he is making production parts with it. Watch this video to hear more from Ashley and to see some of his 3D printed parts.
Talking with Ashley, he has helped us with understanding some of the tips and tricks to get better results from printing with this material. One change that he highly recommends is to adjust the air gap between raster’s to -.004”. This will force more material between the raster’s so there won’t be as many noticeable air gaps. Here is a visual representation of the air gap difference using Stratasys software Insight:

The end goal at Utah Trikes is to produce production parts with this material, so by adjusting the air gap, the appearance of the parts look close to injection mold quality after the parts have been run through a tumbler. Some key things that I really like about this material is that the support material is soluble and easily removed using PADT’s own support cleaning apparatus (SCA Tank) that aid with the support removal. After the support has been removed, they are placed in a tumbling machine to smooth the surfaces of the part with different media within the tumbling machine. Any post process drilling or installing of helicoil inserts or adding bushings to the part is done manually.

Jerry Feldmiller of Orbital ATK, who also did a beta test of this material at his site in Chandler, Arizona, mentions these 3 tips:
- Nylon12 CF defaults to “Use model material for Support”. 90% of the time I uncheck this option.
- I use stabilizing walls and large thin parts to anchor the part to the build sheet and prevent peal up.
- Use seam control set to Align to Nearest.
Jerry also supplied his Nylon 12CF Tensile Test that he performed for this new material as shown below. He mentions that the Tensile Strength is 8-15 ksi depending on X-Y orientation.
~5 ksi in Z-axis, slightly lower than expected.

This part is used to clamp a rubber tube which replace the old ball valve design at ATK. Ball valves are easily contaminated and have to be replaced. After two design iterations, the tool is functioning.

Jerry also follows a guide that Stratasys offers for running this material. If you would like a copy of this guide, please email me your info and I will send it to you. My email is James.barker@padtinc.com
Now onto Stratasys and the pointers that they have for this material. First, make sure the orientation of the part is built in its strongest orientation. Nylon materials have the best layer-to-layer bond when comparing them against the other thermoplastics that Stratasys offers.
Whenever you print with the Nylon materials (Nylon 6, 12, and 12CF), it is advised to print the sacrificial tower so that any loose strands of material are collected in the sacrificial tower instead of being seen on the 3D printed part. You also want to make sure that these materials are all stored in a cool and dry area. Moisture is the filaments worst enemy, so by storing the material properly, this will help tremendously with quality builds.

It is also recommended for parts larger than 3 inches in height to swap the support material for model material when possible. Since the support material has a different shrink factor than the model material, it is advised to print with model material where permitted. This will also speed your build time up as the machine will not have to switch back and forth between model and support material. We have seen some customers shave 5+ hours off 20 hour builds by doing this.
This best practice paper is the quick tips and tricks for this Nylon 12CF material from our users of this material. The Stratasys guide goes into a little more detail on other recommendations when printing with this material that I would like to email to you. Please email me with your info.
Let us know if this material is of interest to you and if you would like us to print a sample part for testing purposes.


















