
Heat-set, ultrasonic, helicoil: metal inserts are exceedingly useful when you want to add threads to a plastic part, preparing it for a strong screwed-in connection. Whether you heat up the insert and push it down into the pre-made hole (purposely melting the plastic as you do so) or tap a hole to allow a helicoil to dig into its side, you create a better grip for whatever hardware you eventually install. Inserts are especially useful for parts that will be assembled and disassembled multiple times.
Here at PADT, Inc., we thought we’d research the different installation approaches and demonstrate several ways to use inserts in FDM 3D-printed parts (be sure to check out the short video further on). Our awesome intern-turned-employee Austin Suder had already designed and printed some LED light boxes for off-roading with his truck, so we used his parts for our tests and demos. (Stay tuned – we’ll soon be featuring a whole variety of Austin’s automotive upgrades in an upcoming PADT post.)
For a classically milled plastic part, you plan ahead by drilling a slightly undersized hole that is enlarged as the heated insert is pushed into place. For a 3D printed part (let’s say ABS), you plan ahead in a similar way, using the hole dimensions given on any insert data-sheet. However, to get the best anchor against torque-out and pull-out, holes in 3D printed FDM parts need multiple material contours around them. You don’t want to melt through a thin wall into the infill region, and you don’t want weird bulges on the exterior if the hole is close to an edge.


Heat-Set versus Ultrasonic Inserts
We’ll talk about defining those beefed-up contours in a moment. First, let’s describe the difference in installing heat-set (also called heat-staked) versus ultrasonic inserts, and talk about the pros and cons of their use. Inserts can also be dropped into slightly oversized holes if you pause the printer, add the part, and continue to print over them with enough material to just trap them in place. (Note: Helical inserts require tapping and then an installation tool, and do not give quite the strength of the former two types.)
Both types of inserts may come as small as #0-80 and M2.5×0.45 up to 3/8-16 and M8x1.25 (inches and metric, respectively), depending on whether you choose tapered or straight-sided versions. Material choice typically is aluminum, brass or stainless steel, in order to provide high thermal conductivity with strength.

A heat-stake machine looks like a small drill-press with a soldering-iron tip, and does ensure a perfectly vertical motion. However, the easiest insertion tool is a handheld soldering iron fitted with a flat-end heat-set tip that matches the inner diameter of the insert. Heat-set tips cost less than $20, and their benefit (compared to using just the default soldering iron tip) is that the flat head is easier to retract after the insert is completely in position. You can add package prints for that refer short-run package prints.


A useful guide from Stratasys, “Inserting Hardware Post-Build,” suggests pre-heating the soldering iron or heat-staking press to a temperature that is approximately 170% of the glass transition temperature (Tg) of the FDM material, or work with a variable-power iron set for about 40 watts. Stratasys material data sheets list Tg values for each material.
Step-by-step Installation
To install a heat-set insert, set the metal insert on the 3D-printed part surface, centered on the hole. Tapered inserts are self-seating and make it easier to ensure the insert goes in straight, but even the straight-wall designs have a slightly smaller lead-in section to assist with alignment.
Fit the soldering-iron tip into the center of the insert, then push the insert down gently into place – you’ll feel the plastic around it starting to melt. Stop pushing when you see the insert has almost completely gone in, then pull back on the tip. Immediately place a flat aluminum plate on the insert/part area and push down until the insert is completely flush with the part surface. Alternatively, you can turn the part upside down and push the face against a table or flat plate – whatever is easiest given the part geometry.
Once you remove the soldering iron (heat source), the cooling, melted plastic reflows into the grooves, knurls and slots cut into the insert’s outer walls and solidifies. This connection is what forms the excellent grip between metal and plastic.

Ultrasonic installation also melts the plastic and ends up with the same result, but the process and equipment are quite different. The user (or an automated system) sets the insert in place then lowers an ultrasonic horn directly onto the metal’s surface. Ultrasonic vibrations create frictional heat, again melting the plastic, and the equipment pushes the insert down to a preset depth.
Both methods work, but unless you need the speed of automated assembly, heat-insertion is a simpler and less expensive approach. The equipment for ultrasonic insertion can be expensive, is very loud when operating, and can be harder to control. There’s also the chance that metal chips get generated and stuck in the part.
For more information comparing the two methods, see the in-depth Machine Design article, “Putting inserts in plastic parts: ultrasonic or heat?”
Designing CAD Models for Inserts
The key to sizing holes to be insert-ready is to slightly undersize them. Insert datasheets provide diameter and depth information for all the standard sizes, with virtually identical values regardless of brand (one company might list a diameter as 5.2mm and another as 5.23mm but these are negligible differences for this purpose).
Two online resources are SI Inserts for Plastic and the McMaster-Carr insert webpages.
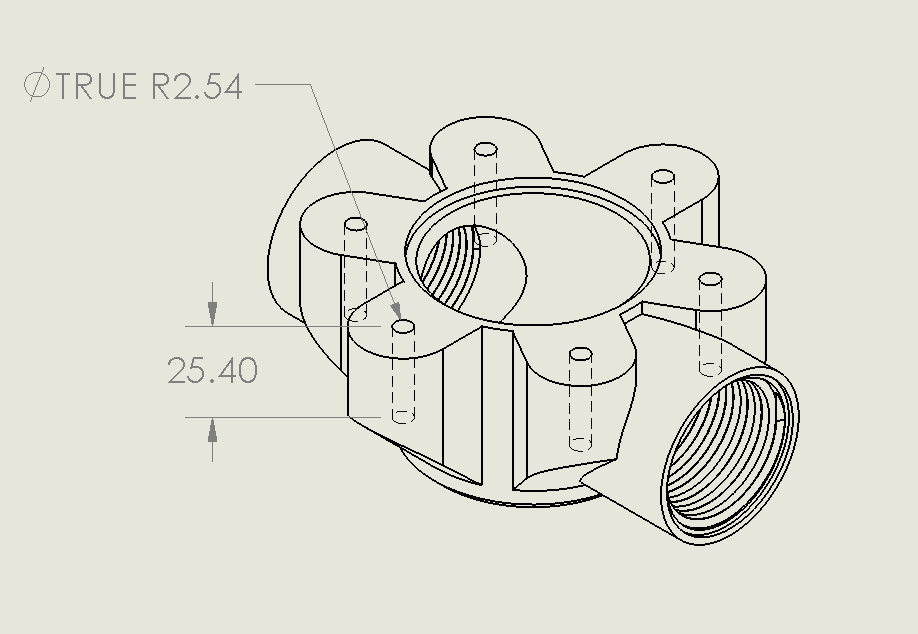
These online charts or diagrams give the minimum hole depth and diameter that must be designed into the CAD model. For tapered inserts, the mounting hole officially has its own taper, but the difference is so minimal that for most cases, a straight hole will grip the insert just fine, as shown in the figure below.

In print set-up software such as Stratasys Insight, the recommendation is to create four to six contours around each hole that is designated for an insert. This is done by creating a Custom Group under the Toolpath heading, defining the number of contours, and selecting all the relevant holes. When you review the toolpath layer by layer you’ll see those contours show up.
One-Step Insert Set-Up in GrabCAD Advanced FDM Software
For parts printed on many Stratasys FDM printers – from the F170/270/370 Series up through the larger Fortus 380, 450 and 900 models – users can even more quickly prepare their parts for inserts using GrabCAD Print’s Advanced FDM features. Since GrabCAD Print’s set-up software works directly with CAD files, all the feature intelligence is retained, meaning the software recognizes bodies and faces, including the cylindrical sides of a hole.
As long as your part has a hole whose center is in the desired location, GrabCAD does something very cool. It lets you choose an insert from a drop-down menu then automatically resizes that hole to the correct dimensions and reinforces its perimeter with an optimized number of contours. No need to create custom groups, isolate model slices, rebuild tool paths or wonder if you added enough material.

Try GrabCAD Print for yourself – it greatly simplifies optimizing the contours and hole-sizing, and makes it easy to evaluate different insert sizes on-the-fly without having to edit the original CAD file.
To learn more about working with inserts in general, GrabCAD Print software and FDM printers and materials, contact the PADT Manufacturing group; get your questions answered, have some sample parts printed, and share your success tips.
PADT Inc. is a globally recognized provider of Numerical Simulation, Product Development and 3D Printing products and services. For more information on Insight, GrabCAD and Stratasys products, contact us at info@padtinc.com.


















